7 Tips to Select the Best Butterfly Valves for Industrial Applications Worldwide
In the realm of industrial applications, the selection of the right equipment is pivotal to achieving operational efficiency and reliability. Among the various components utilized, butterfly valves stand out due to their unique design and functionality. According to a report by Markets and Markets, the global butterfly valves market is projected to reach USD 8.5 billion by 2025, growing at a CAGR of 4.2% from 2020. This significant growth underscores the increasing demand for butterfly valves across various sectors, including water and wastewater management, oil and gas, and power generation. Yet, with the myriad options available, selecting the best butterfly valves tailored to specific industrial needs can be challenging. In this blog, we will explore seven essential tips to simplify this decision-making process, ensuring that your applications benefit from the reliability and efficiency that quality butterfly valves can provide.
Understanding the Importance of Quality in Butterfly Valves for Industry
In industrial applications, the quality of butterfly valves is paramount to ensure system efficiency and safety. According to the Global Market Insights report, the butterfly valve market is predicted to exceed USD 5 billion by 2027, underscoring the growing demand for these components across various sectors, including oil and gas, water treatment, and chemical manufacturing. High-quality valves are essential not only for their operational longevity but also for reducing maintenance costs, which can account for up to 30% of total system expenses if not managed properly.
Furthermore, various industry standards emphasize the importance of material and performance quality in valve manufacturing. The American Society of Mechanical Engineers (ASME) sets forth rigorous testing requirements to ensure the reliability of butterfly valves in high-pressure systems. A failure in these systems can lead to catastrophic incidents, emphasizing the relevance of investing in top-notch valve products. Proper selection and quality assurance can enhance process efficiency by up to 20%, demonstrating the critical role that robust butterfly valves play in industrial integrity and productivity.
Key Characteristics to Look for in High-Quality Butterfly Valves
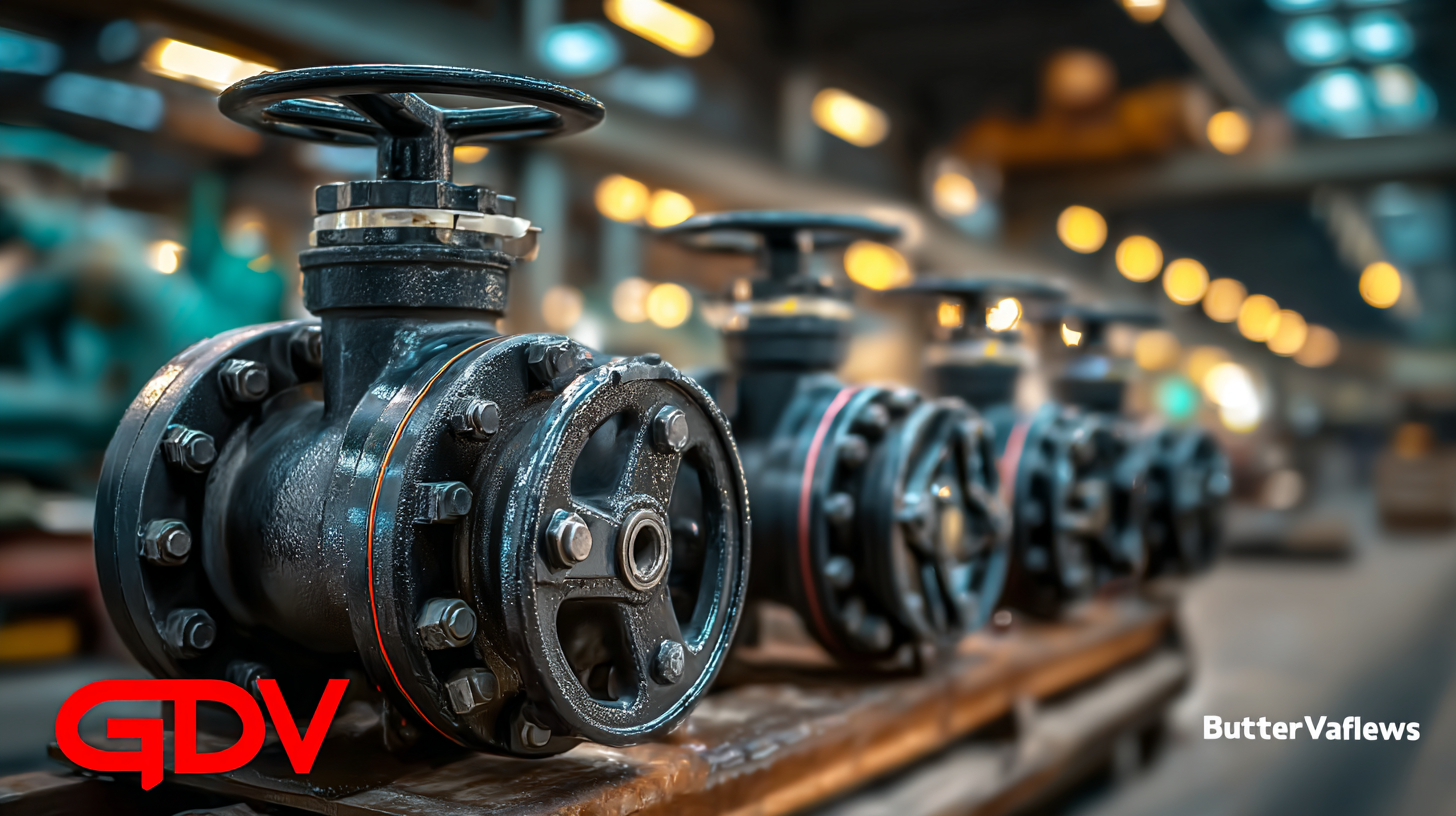
When selecting butterfly valves for industrial applications, understanding the key characteristics of high-quality units is crucial. A recent report by Global Market Insights indicates that the global butterfly valve market is projected to exceed USD 5 billion by 2026, driven by the rising demand in sectors like oil and gas, water treatment, and power generation. Thus, investing in robust butterfly valves can enhance operational efficiencies and ensure safety compliance in high-pressure environments.
One primary characteristic to consider is the valve's materials and construction. High-quality butterfly valves often feature durable materials such as stainless steel or carbon steel, providing resistance against corrosion and wear. According to a study by Market Research Future, valves made from these materials can improve service life by up to 30% compared to lower-quality alternatives. Additionally, the valve's design, including trunnion-mounted and concentric configurations, can significantly influence performance, particularly in terms of flow control and sealing capabilities.
Enhanced sealing mechanisms, such as double eccentric designs, can reduce the risk of leakage, thereby ensuring a more efficient system. These attributes not only contribute to the longevity of the valves but also to the overall reliability of industrial processes.
Evaluating Potential Suppliers for Reliability and Performance
When selecting butterfly valves for industrial applications, evaluating potential suppliers for reliability and performance is paramount. According to a 2021 report by MarketsandMarkets, the global butterfly valve market is expected to reach $6.78 billion by 2026, with a growth rate of about 5.7% annually. This increase reflects the rising demand for efficient flow control solutions in various sectors, including oil and gas, water and wastewater management, and chemical processing. Therefore, identifying suppliers that prioritize quality and performance is essential for ensuring long-term operational success.

Key indicators of a reliable supplier include their adherence to industry standards such as ISO 9001 and API 609. A supplier's track record in providing durable products, as evidenced by lower failure rates and maintenance costs, can be a strong indicator of performance. Furthermore, a 2020 survey by the Valve Manufacturers Association indicated that 60% of industry professionals consider technical support and responsiveness critical when selecting a supplier. This underscores the importance of not only the product specifications but also the supplier's commitment to customer service and support, enabling seamless integration of butterfly valves into existing systems.
Assessing Material and Design Specifications for Industrial Needs
When selecting butterfly valves for industrial applications, understanding material and design specifications is crucial for ensuring optimal performance and longevity. The material chosen for the valve not only influences its durability but also its compatibility with the fluids it will regulate. Common materials include cast iron, stainless steel, and PVC, each suited for specific environments. For instance, stainless steel valves offer excellent corrosion resistance, making them ideal for harsh chemical processes, while PVC may be more appropriate for light-duty applications.
Design specifications also play a significant role in the functionality of butterfly valves. Factors such as face-to-face dimensions, the presence of resilient seating, and the type of actuator can affect both installation and operational efficiency. It's essential to assess the pressure and temperature ratings of the valve to ensure it meets the demands of the specific application. Additionally, the design should allow for ease of maintenance and repair, minimizing downtime in industrial operations. Hence, a thorough evaluation of both material and design specifications will lead to the selection of butterfly valves that not only meet industrial requirements but also enhance overall system reliability.
7 Tips to Select the Best Butterfly Valves for Industrial Applications Worldwide - Assessing Material and Design Specifications for Industrial Needs
| Material Type |
Pressure Rating (psi) |
Temperature Range (°F) |
End Connection Type |
Application Suitability |
| Cast Iron |
150 |
-20 to 250 |
Flanged |
Water and Wastewater |
| Stainless Steel |
300 |
-40 to 450 |
Welded |
Chemical Processing |
| PVC |
80 |
-15 to 140 |
Socket |
Water Treatment |
| Ductile Iron |
250 |
-20 to 300 |
Flanged |
HVAC |
| Bronze |
200 |
-10 to 250 |
Screwed |
Marine Applications |
Establishing Long-Term Relationships with Trusted Valve Manufacturers
When selecting butterfly valves for industrial applications, establishing long-term relationships with trusted valve manufacturers is paramount. The right manufacturer not only ensures the quality and reliability of the valves but also provides ongoing support and expertise that can be critical for businesses. Building a partnership with reputable manufacturers can lead to better communication, superior customer service, and access to advanced technological innovations.
A trusted valve manufacturer understands the specific requirements of various industries and can offer tailored solutions that suit unique project needs. This collaboration can result in improved product performance and sustainability, as manufacturers are often willing to invest in research and development to meet evolving market demands. Ultimately, fostering these relationships allows companies to benefit from consistent quality, timely deliveries, and effective troubleshooting, thereby enhancing operational efficiency in industrial settings.
Butterfly Valve Selection Criteria for Industrial Applications